Injection molded part type quote paths.
These pages connect buyer part intent to DFM risks, tooling assumptions and the right MoldRoute RFQ path.
Choose the page closest to your molded component.
Each part type has different geometry, material, finish, tolerance and inspection risks.
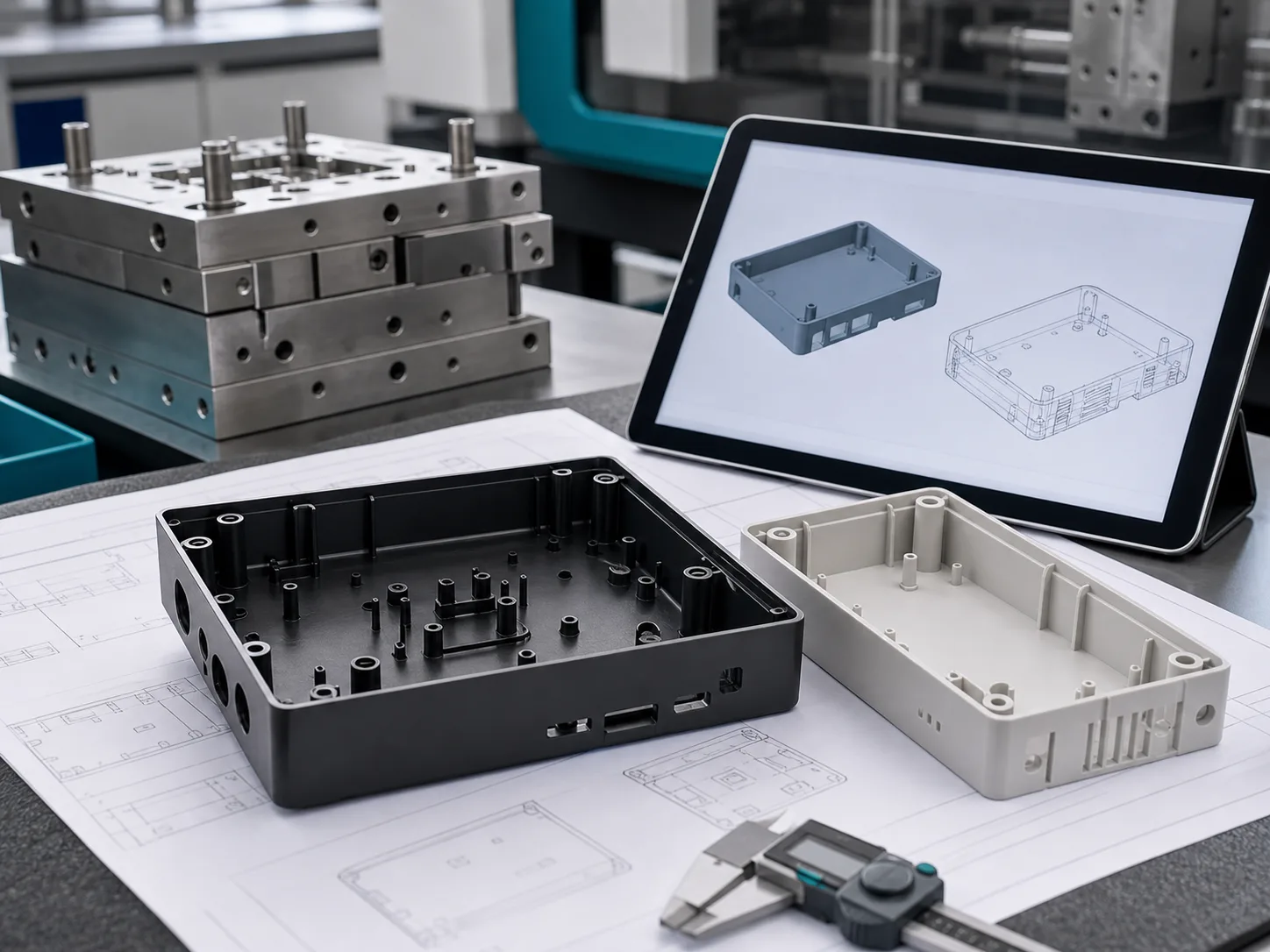
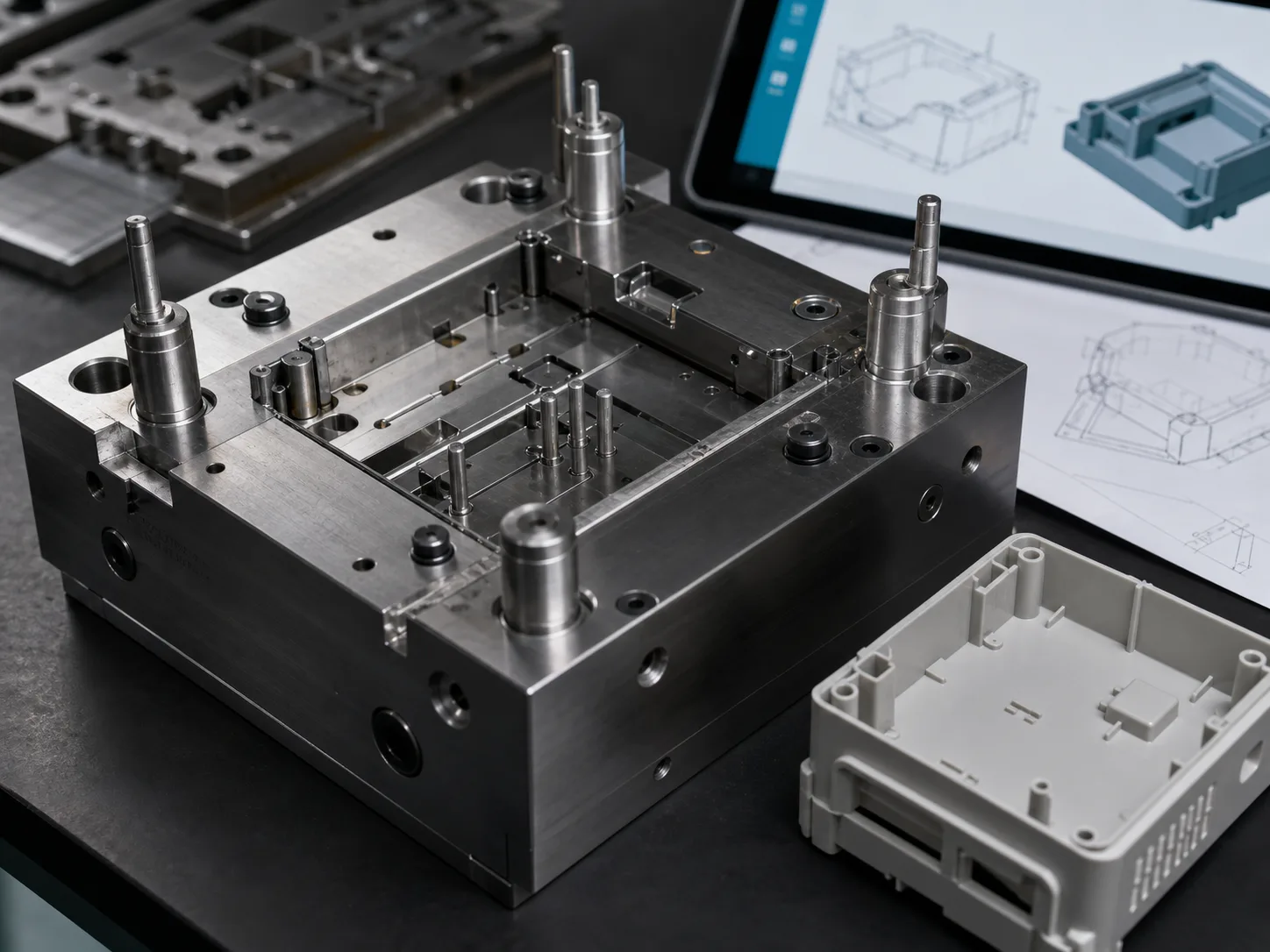
Plastic enclosures
Show bosses, ribs, ports, snap fits, vents and cosmetic zones before mold design.

Caps and closures
Fit, torque, sealing, shrinkage and cavity assumptions change both cost and repeatability.
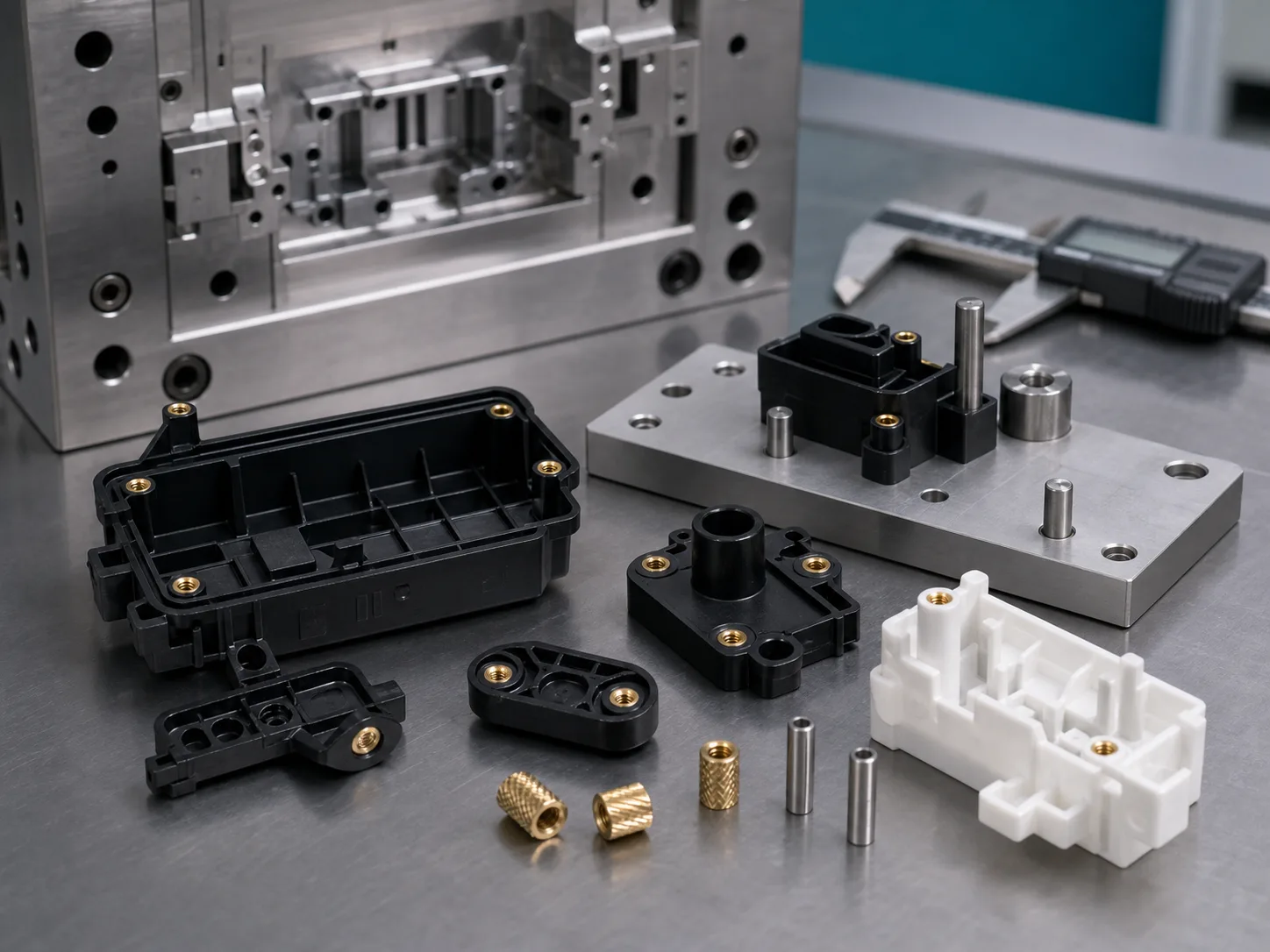
Insert molded components
Hardware position and retention need visual inspection points before production release.

Grips and seals
A useful quote checks bonding, mechanical lock, flash control and sample feel.
Brackets and housings
Load paths, ribs, creep and tolerance stack need review before mold steel.
Packaging components
Repeatability, finish, fit and downstream assembly should be visible in the quote path.
Each part family has a different buying question.
Product-type pages help visitors avoid a generic quote form by explaining the actual geometry, material and inspection issues for their molded component.
| Part family | Main buyer question |
|---|---|
| Plastic enclosures | Will ribs, bosses, snap fits, ports and cosmetic surfaces tool cleanly? |
| Caps and closures | Will sealing, torque, thread fit and multi-cavity repeatability meet the packaging need? |
| Insert molded parts | Will hardware stay positioned and retained without sink or weak flow around the insert? |
| Overmolded grips and seals | Will the substrate and soft material bond, seal and feel right after T1? |
| Brackets and housings | Will the material, ribs and tolerances hold load over time? |
Start from the feature that can fail.
The fastest RFQ route is usually not the broadest category. It is the page that matches the feature most likely to create tooling cost, T1 rework or production rejection. That makes search traffic easier to convert because the buyer can see the exact manufacturing concern behind the part family.
| If the part includes | Use this route first |
|---|---|
| Visible housing surfaces, ribs and screw posts | Plastic enclosure injection molding because cosmetic marks and boss strength drive DFM. |
| Threads, hinges, seal lips or dispensing features | Caps and closures because fit, torque and repeatability define success. |
| Metal nuts, pins, terminals or captured hardware | Insert molded components because retention and insert position must be planned before T1. |
| Soft-touch, gasket, grip or sealing zones | Overmolded grips and seals because bonding, flash and feel need sample approval. |
| Load-bearing brackets, holders or internal housings | Plastic brackets and housings because creep, ribs and tolerance stack control long-term fit. |